-


Model:
+86 131-4173-2687(WhatsApp)
+86 131-4173-2687(WhatsApp)
Come regolare lo spazio di rollio su un rotolo di piastra per garantire la flessione uniforme
2025-10-03
Ottenere una forma perfettamente cilindrica o conica da una lamiera piana d'acciaio è l'obiettivo principale di qualsiasi operazione di laminazione della lamiera. L'ostacolo più comune e frustrante per raggiungere questo obiettivo è la piegatura incoerente, che risulta in una forma con un punto piatto su un'estremità o una pronunciata torsione a spirale. La causa principale di questi difetti risiede quasi sempre in uno spazio tra i rulli impostato in modo errato o mantenuto in modo incoerente.
Comprendere il “perché”: la relazione tra gap e curvatura
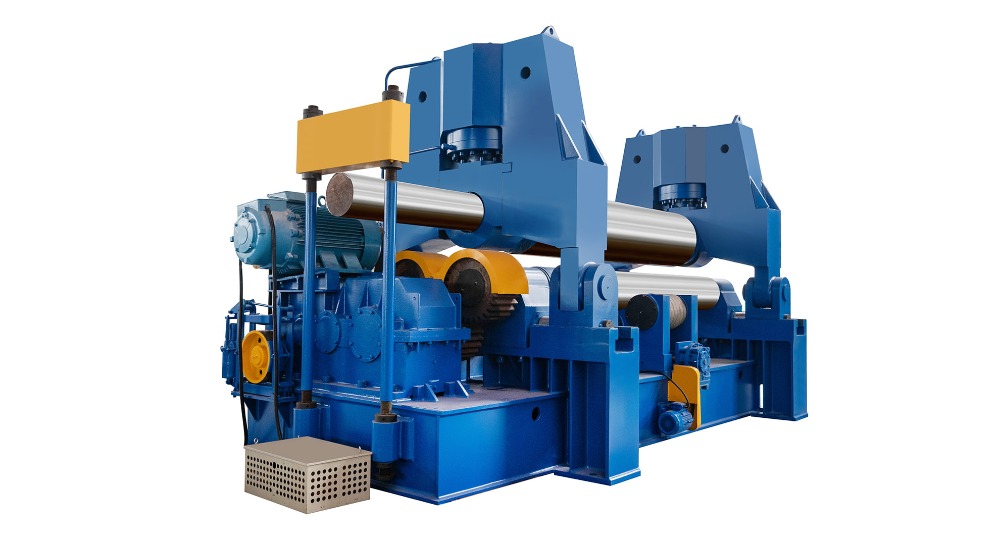
Prima di toccare il macchina per laminazione di lastre , è fondamentale capire cosa stai controllando. La distanza tra i rulli, in particolare la distanza tra il rullo superiore e quelli inferiori, non imposta direttamente il diametro finale. Determina invece il raggio di curvatura impartito alla piastra nel punto di contatto.
Uno spazio tra i rulli più piccolo costringe la piastra a deformarsi più gravemente, determinando un raggio di curvatura più stretto (un cilindro più piccolo).
Uno spazio tra i rulli più ampio consente alla piastra di deformarsi meno, ottenendo un raggio di curvatura maggiore (un cilindro più grande).
Per un cilindro uniforme, questo raggio di curvatura deve essere identico da un bordo all'altro della piastra. Se lo spazio a sinistra è più ampio che a destra, il lato sinistro sarà più piatto di quello destro.
Lista di controllo essenziale prima della regolazione
Il successo dipende dalla preparazione. Saltare questi passaggi renderà impossibile una regolazione precisa dello spazio.
1. Verificare le condizioni della macchina:
Ispezione: Verificare la presenza di gioco o usura eccessivi nei cuscinetti dei rulli e nei meccanismi di regolazione. Qualsiasi pendenza porterà all’incoerenza.
Pulizia del rotolo: Assicurarsi che tutti i rulli siano privi di sporco, incrostazioni o schizzi di saldatura. Un piccolo frammento di detriti può compromettere l'intera impostazione dello spazio.
Allineamento: Confermare che tutti i rotoli siano paralleli tra loro. I rulli disallineati sono la causa principale delle forme coniche (un'estremità più grande dell'altra).
2. Comprendere il materiale:
Consistenza dello spessore: Misurare lo spessore della lamiera in più punti, soprattutto in prossimità dei bordi. Non è raro che le piastre abbiano una leggera conicità (ad esempio, 19,8 mm su un'estremità, 20,2 mm sull'altra). Questa variazione causerà una flessione incoerente anche con uno spazio perfettamente impostato.
Proprietà del materiale: Essere consapevoli della resistenza allo snervamento del materiale. I materiali più duri richiederanno una pressione maggiore (uno spazio effettivo minore) per ottenere lo stesso raggio di curvatura dei materiali più morbidi.
3. Il primo passo critico: stabilire un punto zero teorico
Prima di caricare la piastra, è necessario stabilire una linea di base.
Abbassare lentamente il rullo superiore finché non entra in contatto con entrambi i rulli inferiori.
Questo è il tuo "punto zero". La lettura digitale o la scala meccanica dovrebbero essere impostate su zero in questo momento. Se la tua macchina non dispone di questa funzionalità, contrassegna attentamente la posizione.
Ora, quando si solleva il rullo superiore allo spazio desiderato (ad esempio, lo spessore della piastra più un piccolo gioco), si inizia da un riferimento noto e ripetibile.
La procedura di regolazione del gap passo dopo passo
Segui questo processo metodico per creare uno spazio uniforme.
Passaggio 1: impostazione iniziale dello spazio simmetrico
Calcola il tuo gap iniziale. Una regola pratica comune è impostare lo spazio del rullo superiore su Da 1,1 a 1,3 volte lo spessore del materiale . Per una piastra da 20 mm, inizierai con uno spazio di 22 mm. Ciò fornisce spazio sufficiente per alimentare la lamiera senza forza eccessiva durante l'avvio della pre-piega.
Sollevare il rullo superiore all'altezza calcolata, assicurandosi che la regolazione sia uguale su entrambi i lati. Utilizzare uno spessimetro o un set di calibri per misurare fisicamente la distanza su entrambe le estremità sinistra e destra dei rulli. In questa fase non fare affidamento esclusivamente sulla bilancia della macchina.
Passaggio 2: la prima pre-piega e misurazione
Alimentare la lastra nella macchina fino a quando il bordo anteriore supera appena il rullo superiore.
Esegui la prima pre-piega sia sul bordo anteriore che su quello posteriore. Per una macchina pizzicatrice iniziale, ciò significa piegare un'estremità, quindi invertire la piastra per piegare l'altra.
Non completare ancora il cilindro. Il tuo obiettivo è creare due curve simmetriche alle due estremità.
Fase 3: Il “Rock Test” e l'ispezione visiva
Questo è il passaggio diagnostico più critico.
Posizionare la placca pre-piegata su una superficie piana o su un cilindro di riferimento di buona qualità.
Oscillare delicatamente il piatto. Osservare:
Oscilla da un lato all'altro? Ciò indica che il raggio di piegatura è diverso su ciascun lato: lo spazio non è uniforme.
È piatto con uno spazio consistente sotto? Ciò indica che le curve sono simmetriche.
Inoltre, valuta visivamente lo spazio tra la piastra e la superficie di riferimento. Un gap che si assottiglia è un chiaro segno di un gap di rollio incoerente.
Passaggio 4: apportare correzioni ottimizzate
In base ai risultati del Rock Test:
Se un lato è più piatto (ha un raggio maggiore): Lo spazio tra i rulli era troppo grande su quel lato. Devi abbassare maggiormente il rullo superiore su quel lato specifico per il passaggio successivo. Effettua le regolazioni con piccoli incrementi: da 0,1 mm a 0,2 mm alla volta.
Se un lato è più stretto (ha un raggio più piccolo): Lo spazio tra i rulli era troppo piccolo su quel lato. Devi sollevare leggermente il rullo superiore su quel lato .
Importante: Dopo ogni regolazione, è necessario pre-piegare nuovamente il bordo anteriore ed eseguire nuovamente il Rock Test. Questo processo iterativo è la chiave del successo.
Passaggio 5: laminazione e verifica finali
Una volta che le estremità pre-piegate sono perfettamente simmetriche e la piastra supera il Rock Test senza oscillazioni, si può procedere a rullare il cilindro completo.
Passare la piastra attraverso la macchina, apportando regolazioni graduali al rullo superiore per chiudere il cerchio.
Una volta arrotolato, eseguire un'ispezione finale. La pratica migliore è utilizzare un modello o un nastro circonferenziale per verificarne la consistenza. Saldare la giuntura e quindi controllare il cilindro su un tavolo rotante o con uno scanner laser per la conferma finale della rotondità.
Risoluzione dei problemi comuni
Forma a botte (diametro maggiore al centro): Ciò è spesso causato dalla deflessione del rotolo. La massiccia pressione di piegatura fa sì che i rulli si pieghino leggermente al centro, creando lì uno spazio effettivo più ampio. La soluzione è pre-incombare (incoronare) leggermente il rullo superiore per contrastare questa deflessione, se la tua macchina ha questa caratteristica.
Forma a clessidra (diametro più piccolo al centro): Questo è meno comune ma può essere causato da un'eccessiva precurvatura su una macchina per una lamiera più sottile.
Spirale/Twist persistente: Questo è quasi sempre segno di un notevole disallineamento tra i rulli. I rulli non sono paralleli, pertanto la piastra viene “percorsa” ad angolo. Ciò richiede un'importante correzione meccanica della macchina stessa.
Conclusione: la pazienza e il processo sono fondamentali
La regolazione della distanza tra i rulli per una flessione uniforme non è un'azione singola ma un processo di misurazione, test e correzione incrementale. Affrettare la fase di pre-piegatura è l’errore più comune. Comprendendo il principio del controllo del gap, partendo da un punto zero verificato e utilizzando religiosamente il Rock Test per guidare la messa a punto, è possibile produrre costantemente cilindri e coni uniformi e di alta qualità. Il tempo investito nel padroneggiare questa abilità fondamentale ripaga in termini di rilavorazioni ridotte, meno sprechi di materiale e prodotti finali di qualità superiore.








Copyright o Nantong Tengzhong Machinery Manufacturing Co., Ltd. All Rights Reserved.
