-
![Pressa piegatrice CNC tandem]()

Model:
+86 131-4173-2687(WhatsApp)
+86 131-4173-2687(WhatsApp)
Arrotolatrice idraulica a 3 rulli
 1. Questo tipo di avvolgitrice per piastre ha la funzione di pre-piegatura dell'estremità della piastra e il bordo dritto rimanente della pre-piegatura è inferiore a 2,5 volte lo spessore della piastra.
1. Questo tipo di avvolgitrice per piastre ha la funzione di pre-piegatura dell'estremità della piastra e il bordo dritto rimanente della pre-piegatura è inferiore a 2,5 volte lo spessore della piastra.
2. Adottare la tecnologia di livellamento elettronico automatico EPS, monitoraggio in tempo reale e regolazione in tempo reale, regolare automaticamente il livellamento del rullo superiore e mantenere paralleli i rulli superiore e inferiore.
3. L'esclusivo processo di post-piegatura di questo tipo di laminatoio per piastre può realizzare la pre-piegatura alla fine, la piegatura continua senza angolo posteriore e il processo di piegatura è un display completamente digitale.
4. Display digitale touchscreen LCD di grandi dimensioni, interfaccia di controllo del dialogo uomo-macchina, funzionamento efficiente e intuitivo.
5. La compensazione fissa del disturbo del rullo superiore è combinata con la compensazione variabile del disturbo del rullo inferiore per superare efficacemente l'influenza della deformazione del disturbo e migliorare la rettilineità del prodotto.
6. Con una varietà di funzioni di protezione da sovraccarico e sicurezza, interblocco, allarmi e messaggi di guasto automatici, è possibile prevenire efficacemente operazioni errate e proteggere la sicurezza delle apparecchiature e degli operatori.
7. Telaio e staffa saldati complessivi ad alta resistenza, struttura robusta, durevole. Il telaio adotta una struttura a telaio, un elevato coefficiente di sezione di torsione, un minor numero di bulloni di ancoraggio e una comoda installazione e messa a punto.
8. L'intero telaio è ricotto per eliminare lo stress e non deformarsi mai.
9. Il rullo di lavoro è forgiato integralmente 42crmo, dopo il processo di rinvenimento e tempra. Il materiale del rullo è acciaio 45#, trattamento temperato, durezza HB190~220.
10. Serie di valvole di sovrapposizione per la selezione della valvola idraulica, il layout del tubo è semplice, facile da mantenere e da eseguire il debug.
| Dispositivo di montaggio del rullo Il dispositivo a rullo superiore è composto da un rullo superiore, un cilindro dell'olio principale, una sede del cuscinetto a rulli superiore e un cuscinetto di allineamento a doppia fila. |  |
| Rullo inferiore e dispositivo di movimentazione orizzontale Il dispositivo del rullo inferiore è composto da un rullo inferiore, una sede del cuscinetto del rullo inferiore, un cuscinetto scorrevole del rullo inferiore, un ingranaggio di ingresso del rullo inferiore, ecc. |  |
| Rullo inferiore e dispositivo di movimentazione orizzontale Il dispositivo tenditore è composto da una combinazione di tenditori, un meccanismo a cuneo obliquo e un meccanismo a spirale. | 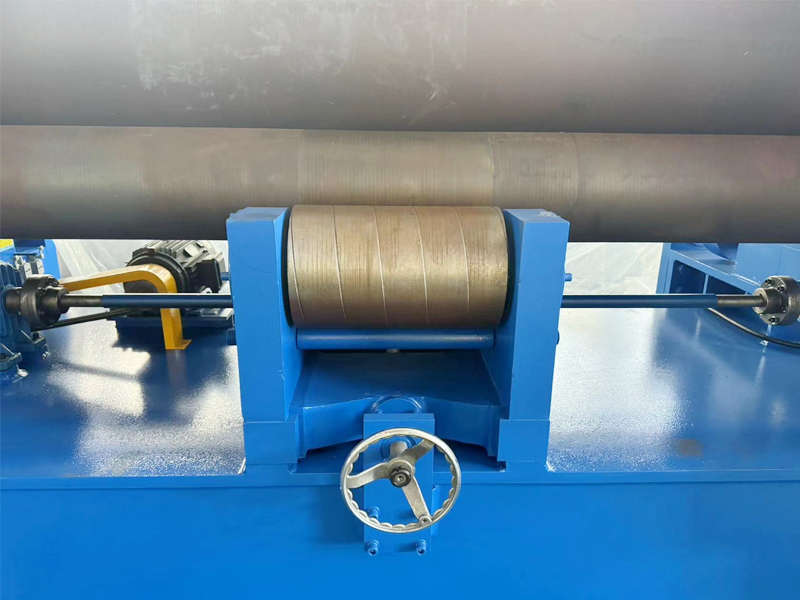 |
| Sistema di azionamento principale Il sistema di azionamento principale è composto dal motore principale, dal riduttore, dall'ingranaggio di uscita, ecc. |  |
| Dispositivo di ribaltamento Il dispositivo di ribaltamento è composto da un albero perno, un pistone, un cilindro idraulico di ribaltamento, un supporto, ecc.
◆ Dispositivo di bilanciamento: Il dispositivo di bilanciamento è costituito da due tiranti e da una trave di bilanciamento. ◆ Cremagliera: Telaio fisso e ribaltato per la saldatura dei particolari, dopo la saldatura invecchiamento con vibrazioni per eliminare il trattamento di stress. Il telaio viene utilizzato per montare il cilindro idraulico e spostare orizzontalmente i componenti del rullo superiore. ◆ Piastra di base: Il telaio è una struttura scatolata saldata, trattamento di ricottura. Utilizzato per installare i componenti.
|  |
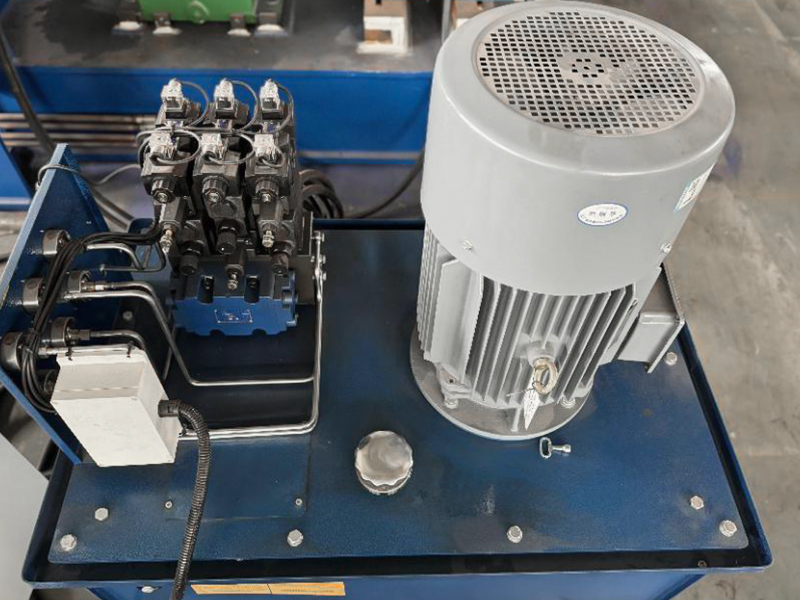
| Sistema idraulico Il sistema idraulico è composto da una pompa a ingranaggi, un gruppo di valvole, parti di collegamento del fluido, parti ausiliarie idrauliche, ecc. ◆ Varie protezioni: La salita e la discesa del rullo superiore sono rispettivamente protette dalla valvola di sicurezza come limite di pressione.
|  |
| Sistema di controllo elettrico Il sistema di controllo elettrico è costituito da un armadio di controllo elettrico, un tavolo operatorio e una scatola dei pulsanti portatile. | 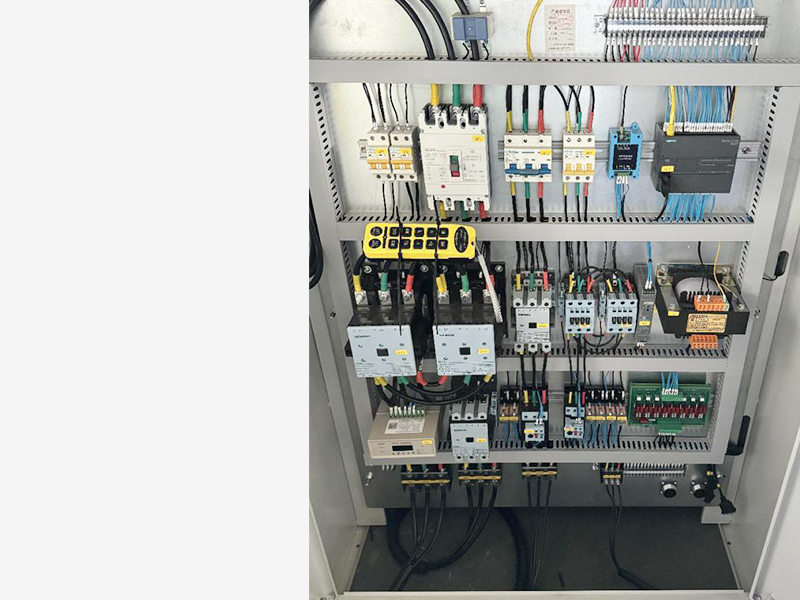 |
| Sistema di controllo numerico Il sistema CNC ha le funzioni di monitoraggio in tempo reale, controllo sul posto e breve memoria elettrica nel processo di laminazione. |  |
| Macchina arrotolatrice universale per piastre a rullo superiore La macchina adotta un rullo superiore a forma di tamburo e un rullo inferiore di diametro inferiore, e la parte inferiore del rullo inferiore è supportata da un rullo che può essere regolato su e giù. ◆ Regolazione della laminazione di lastre spesse: Quando si lamina una piastra spessa, il rullo si solleva e fornisce una pressione inversa al rullo inferiore per generare una deflessione inversa per compensare l'eccessiva deflessione del rullo superiore, per ottenere un raggio di curvatura simile tra il centro e entrambe le estremità del prodotto e ridurre l'errore di uniformità della larghezza del giunto longitudinale del prodotto. ◆ Regolazione del foglio laminato: Quando si arrotola il foglio, il rullo cade, in modo che il rullo inferiore possa produrre una certa deflessione sotto l'azione della pressione di esercizio per compensare l'influenza della forma del rullo superiore, per ottenere il centro e le due estremità del raggio di curvatura dell'avvolgimento del prodotto è simile, ridurre l'errore di uniformità della larghezza del giunto longitudinale del prodotto. ◆ Forma dell'articolo: L'errore di uniformità della larghezza della cucitura longitudinale è piccolo. Se regolato correttamente, il raggio di curvatura del centro e di entrambe le estremità del prodotto è abbastanza vicino ed è possibile ottenere l'uniformità della larghezza della cucitura longitudinale del prodotto con elevata precisione. ◆ Piegamento all'indietro: Il rullo superiore preme verso il basso mentre il rullo inferiore ruota; L'estremità della piastra adotta la piegatura a pressione diretta; Non c'è angolo posteriore, l'estremità del bordo dritto rimanente è controllata sul cerchio standard e la rotondità del prodotto è elevata. ◆ Piegatura simmetrica: Il rullo inferiore gira positivamente e negativamente, pre-piegando le due estremità della piastra e quindi avvolgendola simmetricamente, il prodotto ha un angolo retto, il bordo dritto rimanente è difficile da controllare e il prodotto ha scarsa rotondità | 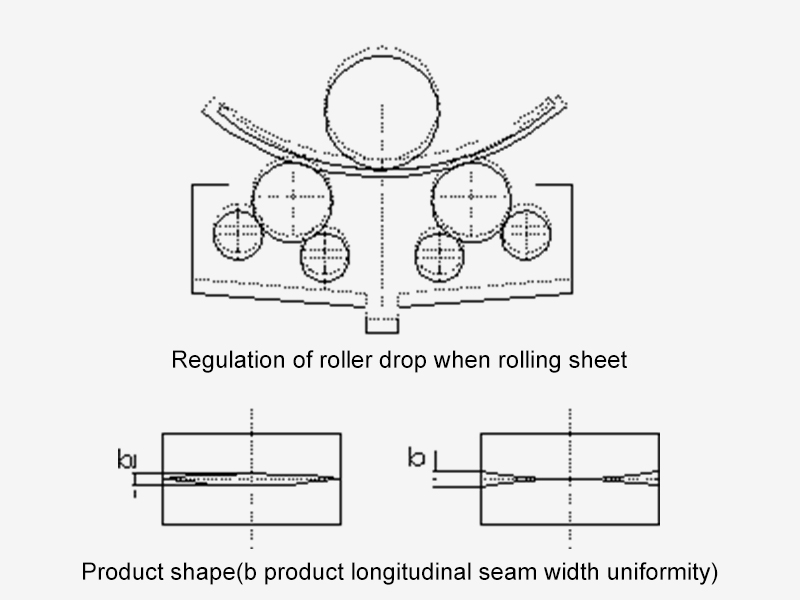 |
| Processo di avvolgimento ◆ Fine piega: ① La distanza tra i rulli superiore e inferiore è separata (il rullo superiore si alza di una sezione). ◆ Piegatura simmetrica: ① Regolare il rullo superiore in una posizione simmetrica con il rullo inferiore, quindi inserirlo nella piastra d'acciaio. ◆ Di carica: Spostare il rullo superiore nella posizione limite superiore centrale e il telaio di ribaltamento non si sposta in altre posizioni. In questo momento, il dispositivo di bilanciamento bilancia il rullo superiore. Cassone ribaltabile a cremagliera ribaltabile. |  |
| Ripristino del rack ribaltato Quando si avvolgono pezzi ad arco circolare e si eseguono altre azioni di piegatura ordinarie, l'estremità viene generalmente piegata per prima. | 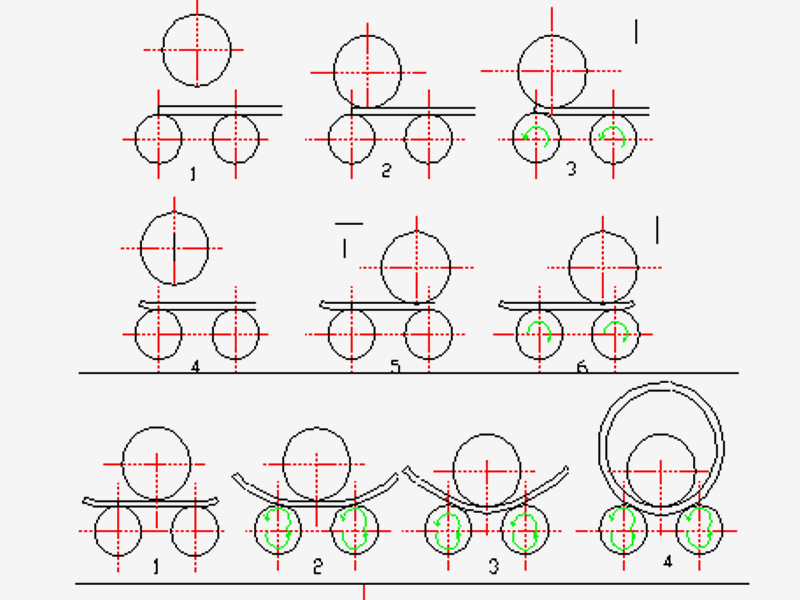 |







CHI SIAMO
Nantong Tengzhong Machinery Manufacturing Co., Ltd. È Cina Arrotolatrice idraulica a 3 rulli fornitori E OEM/ODM Arrotolatrice idraulica a 3 rulli azienda, situata nell'ala nord del centro economico di Shanghai, nel delta del fiume Yangtze, nella zona di sviluppo Libao della città di Nantong Haian, è un'impresa di ricerca e produzione per cesoie, piegatrici, laminatoi e altri macchinari di ricerca e sviluppo, produzione, vendita e assistenza. una delle aziende specializzate nella produzione di cesoie idrauliche della serie del marchio "Tengzhong", cesoie meccaniche, piegatrici idrauliche, laminatrici idrauliche, laminatrici meccaniche, tagliatrice angolare idraulica, punzonatrice e cesoia combinata e altre attrezzature per la forgiatura , ampiamente utilizzato nell'industria leggera, nell'aviazione, nella costruzione navale, nella metallurgia, nella strumentazione, negli elettrodomestici, nei prodotti in acciaio inossidabile, nella costruzione di strutture in acciaio e nell'industria della decorazione.
I macchinari Tengzhong hanno sempre aderito al concetto di sviluppo di "produrre prodotti eccellenti, fornire un servizio perfetto e soddisfare ogni utente" e hanno sempre pensato ai clienti e servito i clienti sinceramente. Non vediamo l'ora di lavorare con voi per creare insieme un futuro migliore!
Notizia
-
{articolo item="vo" cat="news" order="1" by="time" limit="4" child="1" no_p="0" no_search="1"
page_num="5"}
-
Feedback sul messaggio
Quali sono le applicazioni tipiche di Arrotolatrice idraulica per piastre a 3 rulli in settori quali la costruzione navale, l'aviazione o la struttura in acciaio?
Arrotolatrice idraulica per piastre a 3 rulli è ampiamente utilizzato in vari settori grazie alla loro efficienza e precisione nella piegatura e laminazione di lastre metalliche. Ecco alcune applicazioni tipiche in settori chiave come la costruzione navale, l'aviazione e le strutture in acciaio:
Costruzione navale
Costruzione dello scafo: la macchina viene utilizzata per laminare grandi lastre di acciaio in forme cilindriche per gli scafi delle navi, garantendo l'integrità strutturale e l'idrodinamica ottimale.
Ponti e paratie: le piastre vengono piegate per la costruzione di ponti e paratie, che richiedono una curvatura precisa per adattarsi al design della nave.
Costruzione di serbatoi: le macchine laminatrici aiutano a creare serbatoi cilindrici per lo stoccaggio di carburante, acqua e altri liquidi sulle navi.
Aviazione
Fusoliere di aerei: la macchina di laminazione viene utilizzata per formare le sezioni della fusoliera degli aerei, che richiedono curvature specifiche per le prestazioni aerodinamiche.
Strutture alari: i componenti curvi per le ali, come i bordi d'attacco e d'uscita, possono essere prodotti utilizzando una macchina rullatrice idraulica a 3 rulli.
Componenti aerospaziali: altre parti, come alloggiamenti del motore e telai strutturali, traggono vantaggio dalle capacità di piegatura di precisione della macchina.
Costruzione di strutture in acciaio
Travi e colonne strutturali: la macchina arrotola piastre per creare travi e colonne curve utilizzate in progetti e strutture architettoniche, migliorando l'aspetto estetico e il supporto strutturale.
Ponti e cavalcavia: la laminazione delle piastre è essenziale nella fabbricazione di componenti per ponti, comprese le sezioni ad arco e altri elementi strutturali curvi.
Strutture industriali: viene utilizzato per creare strutture curve per varie applicazioni industriali, tra cui il supporto di macchinari e strutture per edifici.
Produzione e fabbricazione
Serbatoi di stoccaggio: la macchina viene utilizzata per laminare piastre per la costruzione di grandi serbatoi di stoccaggio utilizzati in vari settori, come petrolio e gas, prodotti chimici e trattamento delle acque.
Recipienti a pressione: le macchine di laminazione sono essenziali nella fabbricazione di recipienti a pressione che richiedono una curvatura precisa per resistere alle alte pressioni.
Tubi e tubature: può essere utilizzato per arrotolare piastre in tubi e tubi di grande diametro per applicazioni idrauliche, industriali e agricole.
Applicazioni decorative e architettoniche
Caratteristiche architettoniche: la macchina può creare elementi curvi per edifici, come archi, cupole e facciate decorative.
Design di mobili: nell'industria del mobile, viene utilizzato per creare componenti metallici arrotondati per vari design di mobili, migliorandone l'aspetto estetico.
Energia rinnovabile
Componenti di turbine eoliche: la macchina viene utilizzata per laminare piastre per la produzione di componenti come torri e pale nelle turbine eoliche.
Telai per pannelli solari: i laminatoi possono essere utilizzati anche per creare telai curvi per pannelli solari, contribuendo al settore delle energie rinnovabili.
La versatilità e la precisione di Arrotolatrice idraulica per piastre a 3 rulli li rendono indispensabili nelle industrie che richiedono un'accurata piegatura e sagomatura delle lastre metalliche. Le loro applicazioni spaziano dai componenti strutturali per carichi pesanti nella costruzione navale e nell'aviazione alle caratteristiche estetiche nell'architettura e nelle energie rinnovabili, dimostrando il loro ruolo cruciale nella produzione e nell'edilizia moderne.
Copyright o Nantong Tengzhong Machinery Manufacturing Co., Ltd. All Rights Reserved.
