-


Model:
+86 131-4173-2687(WhatsApp)
+86 131-4173-2687(WhatsApp)
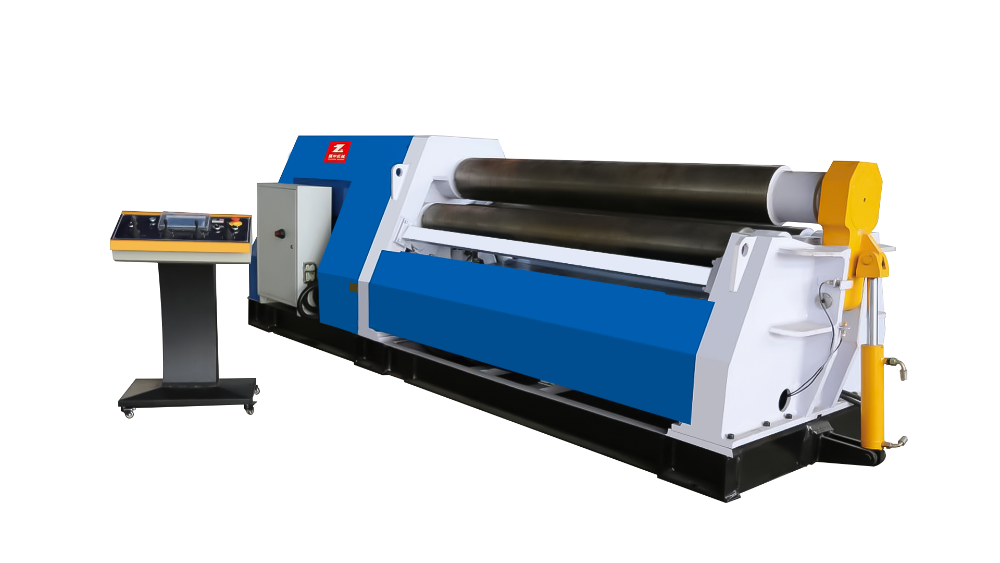
In che modo una piccola macchina per la rolling a quattro roll CNC completa il rotolamento di parti di forma speciale?
2025-02-21
Di seguito, ti mostreremo il processo di rotolamento della formazione una tantum a forma di L da un 4-roll Rolling Machine con un materiale in acciaio inossidabile spesso da 2 mm personalizzato e una larghezza di 1 metro.
1. Preparazione: in primo luogo, tagliare la piastra in acciaio inossidabile spesso 2 mm alle dimensioni appropriate e assicurarsi che la superficie della piastra sia piatta e non abbia difetti evidenti. Quindi, in base alle dimensioni e ai requisiti di curvatura delle parti a forma speciale a forma di L, immettere i corrispondenti parametri di programmazione nel sistema CNC.
2. Posizionamento e serraggio della piastra: mettere un'estremità della piastra in acciaio inossidabile tagliato nei rulli superiore e inferiore, l'attrezzatura inizia a funzionare e i rulli superiori e inferiori serrano la piastra. In questo momento, l'albero del rullo destro si alza per svolgere un ruolo di posizionamento, il rullo ruota fino a quando la piastra supporta il rullo destro, quindi il rullo destro si ripristina e il rullo si inverte per tornare al punto zero per completare la calibrazione del punto zero di il piatto.
3. Funzionamento pre-flessione: il rullo viene ruotato nella posizione in cui l'arco deve essere arrotolato e il rullo sinistro aumenta per la pre-flessione. Durante il processo di pre-piegatura, il rullo sinistro applica una pressione adeguata per far sì che la piastra inizi a piegarsi inizialmente al primo angolo di flessione vicino alla forma L. Dopo il completamento della pre-piegatura, il rullo sinistro viene ripristinato.
4. Il primo arco arco: il rullo destro sale verso la posizione pre-piegatura, quindi il rullo di banco e il rullo destro ruotano contemporaneamente, guidando la piastra per arricciarsi, formando gradualmente il primo angolo di flessione della forma L, E il rullo giusto viene ripristinato dopo aver rotolato in un semicerchio.
5. Il secondo arco rotolando: il bancone continua a ruotare nella posizione in cui il secondo arco deve essere arrotolato e il rullo sinistro risorge di nuovo e collabora con il counter rullo per eseguire la seconda operazione di rotolamento dell'arco, in modo che la piastra forma il secondo angolo di piegatura della forma L, completando così il rotolamento della parte a forma speciale a forma di L.
6. Elimina il pezzo: dopo che il rotolamento è stato completato, il bancone ruota sul punto zero, il rullo inferiore del rullo del banco scende, quindi la parte a forma speciale a forma L arrotolata viene eliminata con cura.333








Copyright o Nantong Tengzhong Machinery Manufacturing Co., Ltd. All Rights Reserved.
